Mechanical condensate pumps
Overview
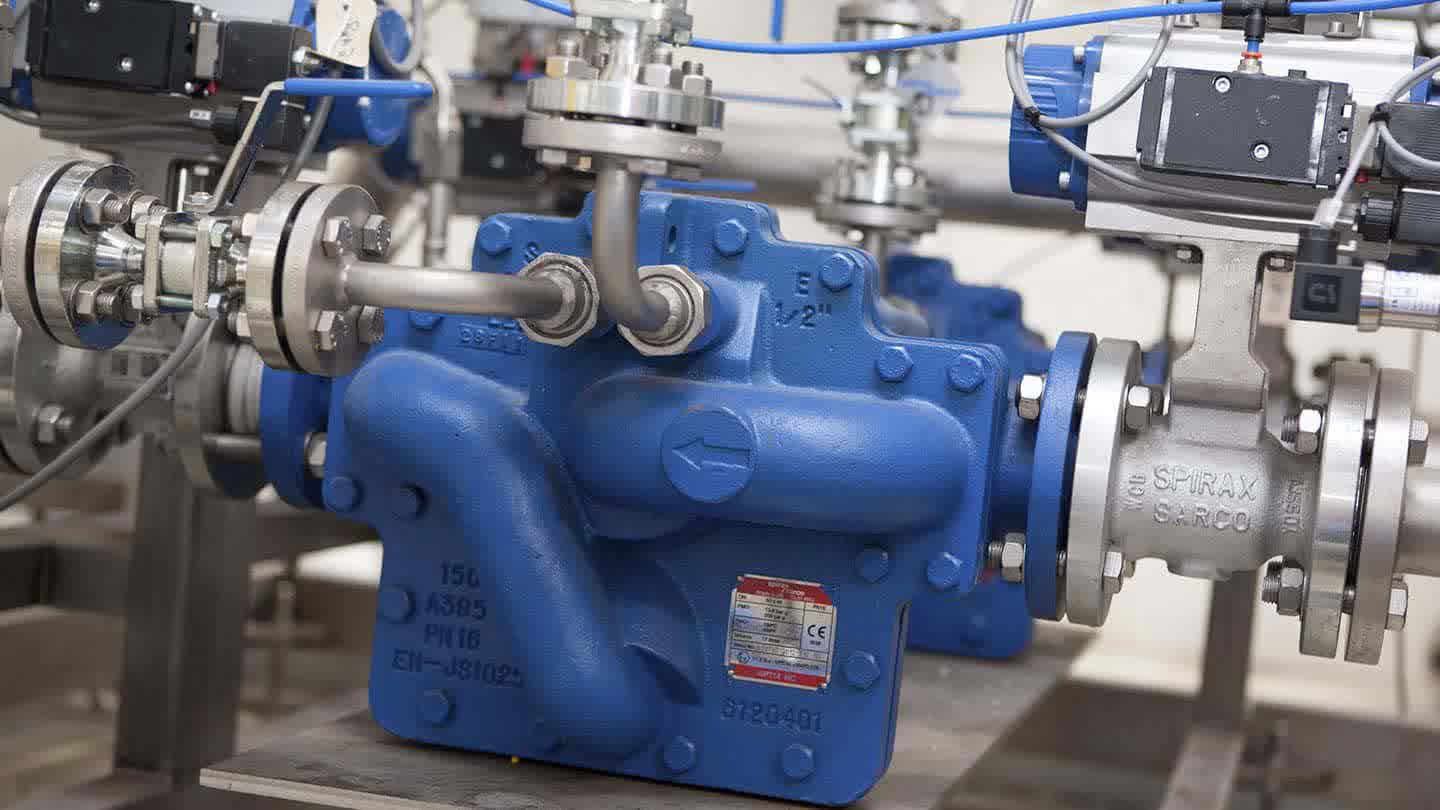
Recovering condensate is an effective way to save energy and reduce maintenance cost because the returned liquid has already been treated and still carries useful heat back to the boiler house. Mechanical condensate pumps are especially valuable where a normal trap no longer has enough differential pressure to discharge condensate, such as on temperature-controlled heat exchangers, closed return systems, vacuum equipment and low-level installations. Automatic pump traps combine trap and pump functions in one compact arrangement, allowing the unit to drain continuously when pressure is available and switch into powered pumping mode when backpressure rises above the available inlet pressure. Using steam or compressed air as the motive medium removes the need for electric motors, seals and level switches, which helps simplify hazardous-area installation and avoids cavitation problems associated with very hot condensate. The range supports shell-and-tube heat exchangers, air heating coils, vacuum vessels and other duties where condensate back-up would otherwise cause poor temperature control, corrosion, noise, waterhammer and process instability. Packaged pump units and automatic pump trap formats make it easier to size for critical condensate loads while still integrating the recovered condensate into wider heat recovery and feedwater reuse strategies.